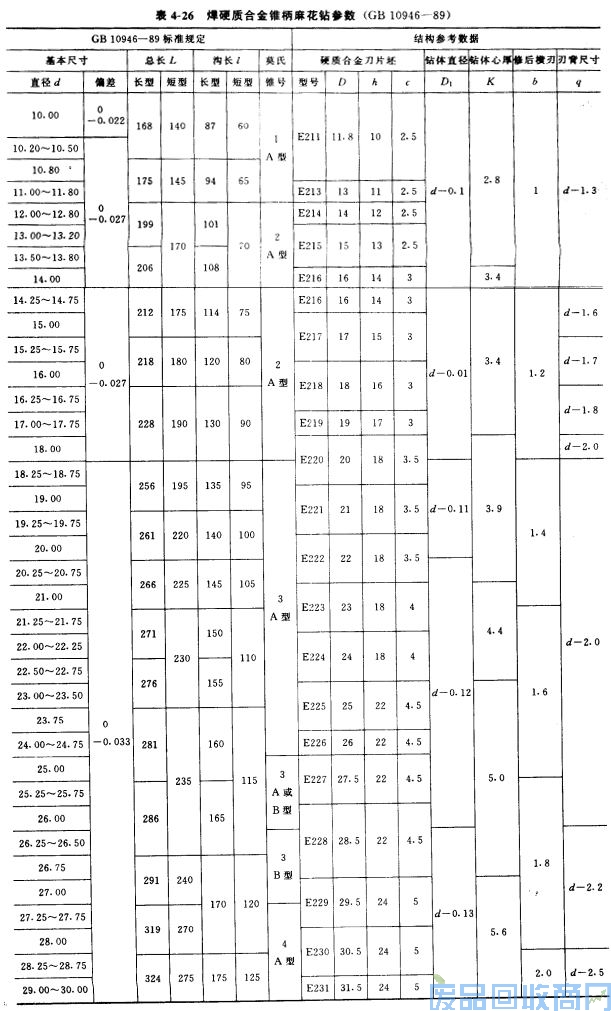
适用于钻削灰铸铁的φ10mm~30mm的锥柄硬质合金麻花钻的基本尺寸在国家标准GB 10946-89中已作了规定,见表4-26。
焊接刀片的硬质合金麻花钻其刃部螺旋沟只起排屑作用,不形成切削刃前角。其切削部分相当于一个扁钻,可根据被加工材料情况,在扁钻的尖部开出顶角。前角及后角和横刃角,并修磨横刃,一般采用平面刃磨法。由于硬质合金即硬又脆,故前角及后角选得比高速钢钻头要小一些。
为了增加钻头的刚度和夹持的牢固性,硬质合金钻头的螺旋沟心厚要比同规格高速钢钻头稍大一些,莫氏锥柄的号数也选得大一些。
刀体一般用9SiCr合金工具钢制造,焊刀片前热处理至硬度55HRC,扁尾处35HRC左右,焊后刀片附近的硬度可能会降低一些。