(1)刀片的安装方式
常用径向安装方式将刀片装到刀体上,如图2-49(a)所示,即刀片沿着刀体的径向插入,这种安装方式也称为平装方式。也有些铣刀采用把刀片贴在刀体的圆周面安装,如图2-49(b)所示,这种安装方式称为立装方式,立装刀片的铣刀能承受较大的冲击力。
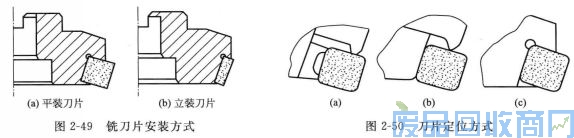
(2)刀片的定位
刀片在刀体上的定位方式有三种,即:三向定位点接触式,如图2-50(a)所示;三向定位点面接触式,如图2-50(b)所示;三向定位面接触式,如图2-50(c)所示。
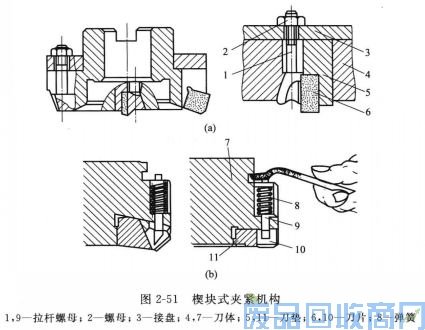
(3)刀片的夹紧
可转位铣刀有多种刀片夹紧方式,目前应用最多的是楔块式和上压式两种。面铣刀一般采用楔块式夹紧机构;立铣刀则采用上压式夹紧机构。
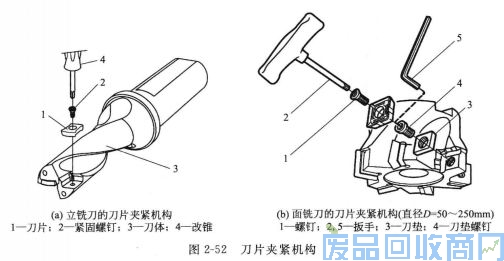
楔块式夹紧机构如图2-5l所示,其中图2-51(a)为拉杆楔块式夹紧机构,它是通过旋紧拉杆螺母,使拉杆楔块移动,由楔块的斜面产生压紧力把刀片压紧在刀体上。图2-51(b)为弹簧楔块式夹紧机构,它在工作时是靠切削力压紧刀片的,弹簧夹紧的作用是抵消刀具空转时刀片的离心力。更换刀片或转位时,只需用特制的扳手将拉杆向下压,刀片即可松开。可转位立铣刀上压式夹紧机构的夹紧操作方法如图2-52(a)所示,面铣刀夹紧机构夹紧操作方法如图2-52(b)所示。
(4)安装铣刀片注意事项
①拆装刀片时,应使用专用的扳手。夹紧操作中用力不要过大,不准使用助力杆,加在每块刀片的压紧力要均匀。
②安装刀片前须检查刀体上各刀槽的定位面(点)以及刀垫和楔块上的各贴合面的清洁度及完好程度。任何微小杂质和刀刃上的沾带的切屑粉末均会影响刀片安装精度,所以刀片安装前必须把贴合面清理干净;上述各定位面、贴合面若有变形和刮碰起毛,应及时修正或更换。
③已用过的刀片上磨损严重或损坏较大的刀刃不宜作定位刀边,否则会影响刀片的定位精度。操作刀片定位时不许戴手套,应凭手指的感觉使刀片与刀槽上的三向定位点(面)可靠接触。在夹紧过程中应使刀片靠住定位点(面),防止刀片在夹紧时产生位移,脱离定位点(面)。
④刀片装夹后要进行检验。可以在机床上对调换后的刀片直接测量检验,也可将刀体从机床上卸下,用对刀检验装置校核铣刀。
⑤对安装好的铣刀检验时应注意:不准用已磨损的切削刃作基准校核新安装的刀片;若反复安装校验仍不合格,应注意检查刀杆和刀垫的定位部位是否有损伤或磨损,发现有上述问题时,应该先调整和校验定位面(点),然后再重新安装刀片。