1、工件的安装
①工件必须固定在卡盘或其他工件夹持装置上,使其足够牢固以至于不能滑动或振动。
②车削两顶尖之间的工件,尾座应采用旋转顶尖。
③尾架顶尖应该伸出尽可能小的距离并牢固锁紧以确保其刚性。
④尾架应该牢固卡紧在车床床身上防止其松动。
2、刀具的选择
①在材料切削时使用带有合适的前角和后角的切削刀具。
②磨好刀刃使其良好工作并寿命长久。
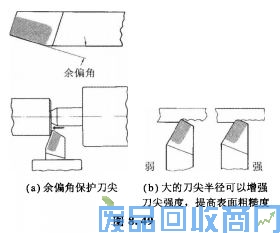
③如果工件允许,使用足够大的余偏角(图8、49(a))以易于切削。这会帮助保护车刀的刀尖(薄弱部位)防止其振动或磨损以进入或远离工件。
④在操作允许的情况下使用最大的刀尖半径(图8、49(b))。过大的刀尖半径会产生振动;过小的刀尖半径会使刀尖快速损坏。使用表8、5根据进给量和背吃刀量来确定正确的刀尖半径。
3、刀具的安装
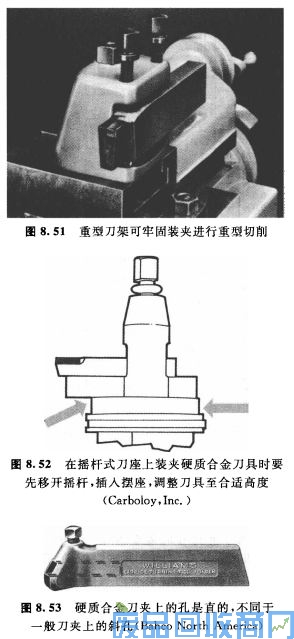
①硬质合金刀具应该固定在坚固的塔形刀架上(图8、50)。刀具的外伸量应该刚好保证切屑排出。

②切削刀具应该准确地安装在中心位置;如果刀具高于或低于中心,会导致刀具的工作角度变化导致切削状态变差。
③硬质合金刀具通常把刀柄的底部设计成平的(图8、51)。
④如果使用摇杆式刀架(图8、52):
·移除摇杆。
·将垫片垫入摇杆底部。
·使车刀达到正确高度。
·使用硬质合金刀头加工时,使用特别的硬质合金刀夹(没有前角)(图8、53)。
⑤当安装硬质合金刀具时,应避免使其接触工件和机床而损坏刀尖。
4、机床的调整
①确保机床有足够的额定功率来保证切削工作顺利进行,且离合器和传动带没有滑动。
②使用正确的速度来切削和操作。
·过高的速度会使刀具很快损坏;过低的速度会导致低效的切削和低生产率。