硬质合金麻花钻适用于立式钻床、摇臂钻床、车床和加工中心等机床。硬质合金直柄麻花钻以通用的钻夹头或专用的弹性夹头夹持,硬质合金锥柄麻花钻以莫氏自锁工具圆锥的内锥孔夹持。
在一般机床上使用硬质合金钻头,进给时应先用手动进给,当钻尖切人工件后再自动进刀,而当横刃开始穿透工件时再用手动进给。否则会引起轧刀或使硬质合金刀片崩刃。
使用直径d≥35mm的硬质合金钻头时,应先预钻一直径较小的孔后再钻大孔。预钻孔的孔径为(0.5~0.7)d。
在一般机床上钻削孔径深h≥3d时,应常将钻头自孔中退出,避免切屑堵塞,造成钻头磨损,引起钻头折断在孔中。
硬质合金麻花钻按结构分为整体硬质合金麻花钻、镶片硬质合金麻花钻和镶齿冠硬质合金麻花钻等。
硬质合金麻花钻主要用于加工铸铁、绝缘材料、淬硬钢件等。使用硬质合金钻头可提高生产效率和钻头寿命。
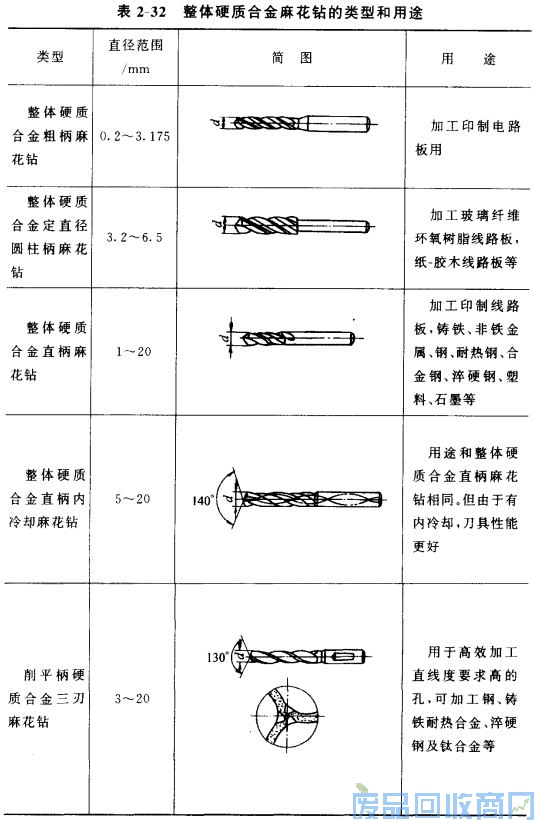
1、整体硬质合金麻花钻的类型和用途(表2-32)
2、镶片硬质合金麻花钻
国家标准中规定,镶片硬质合金麻花钻有直柄和锥柄两种(图2-3),主要用于加工铸铁。直柄钻头的直径范围为5~20mm;锥柄钻头的直径范围为10~30mm。为提高硬质合金钻头的强度和刚性,硬质合金钻头的芯厚比高速钢麻花钻大,为(0.25~0.3)d,螺旋角则较小(p-20。),钻头的工作部分直径应有倒锥,而且工作部分较短(等于钻孔深度加1、5~2倍钻头直径),刀体材料为合金钢9SiCr或用同等以上性能的合金钢,并淬硬到58~62HRC。此外硬质合金刀片上。还磨有与钻头轴线成6。的斜角,后角为12°~16°,并修磨横刃。
3、镶齿冠硬质合金麻花钻
镶齿冠硬质合金麻花钻有直柄和锥柄两种(图2-4),直柄的直径范围为6~12mm,锥柄麻花钻直径范围为6~25mm。具有内冷却孔的镶齿冠硬质合金麻花钻的直径范围为8~25mm。它们共同的特点是钻头的头部是整体硬质合金,而且几何参数比较合理,其切削性能优于镶片硬质合金麻花钻头。
